| 1. Тщательно проверьте
коленчатый вал на наличие повреждений и произведите точные измерения
шеек коренных и шатунных подшипников. Шейки коренных подшипников и
шатунные шейки могут растачиваться до трех раз, так что можно устанавливать
вал с вкладышами подшипников ремонтного (меньшего) размера. Диаметр
шатунных шеек одинаков для всех типов двигателей. |
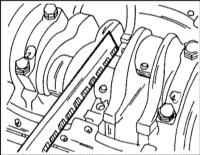
| 2. Зажмите коленчатый
вал между центрами токарного станка (или положите шейками подшипников
в призмы) и с помощью стрелочного индикатора измерьте биения на средней
шейке. Биения не должны превышать величину 0.06 мм. В противном случае
вал следует заменить. |
| 3. Измерьте зазоры в
коренных и шатунных подшипниках. |
| 4. Хорошо очистите вкладыши
подшипников и положите их в постели подшипников блока цилиндров или
в шатуны. |
| 5. Положите по кусочку материала
“Plastigage” (пластмассовая “проволока”) на шейку каждого коренного
подшипника и на крышку каждого коренного подшипника с вложенными вкладышами.
Затяните болты моментом затяжки 65 Нм. Вал после этого не проворачивайте. |
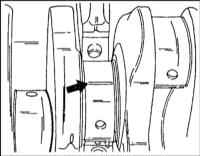 |
6. Для проверки зазоров шатунных
подшипников нужно приставить шатун к шатунной шейке и положите кусочек
“Plastigage” на верхнюю часть шатунной шейки (стрелка). Поставьте
крышку подшипника с вкладышем и затяните гайки моментом затяжки 30
Нм. Поскольку вал нельзя больше проворачивать, измерения проводятся
на двух шатунных подшипниках, находящихся в НМТ. |
| 7. Отверните крышки на коренных
подшипниках, на шатунных подшипниках отверните обе крышки по очереди. |
 |
8. С помощью измерительной линейки,
входящей в комплект “Plastigage” измерьте раздавленные полоски материала
в самом широком месте. Если эта величина превышает 0.17 мм для коренных
подшипников, нужно заменить крышки подшипников новыми, причем нужно
иметь в виду, шлифовались ли шейки ранее. |
| 9. Для проверки зазоров остальных
подшипников нужно проверить коленчатый вал и произвести измерения
на двух других шатунных подшипниках. Если нет набора “Plastigage”,
но Вы можете воспользоваться стрелочным нутромером, можно произвести
измерения зазоров коренных и шатунных подшипников нижеописанным способом. |
| 10. Установите крышки подшипников
с вложенными вкладышами согласно номерам подшипников на блок цилиндров
и затяните болты моментом затяжки 65 Нм. Следует непременно обратить
внимание на то, чтобы вкладыши попали на свои прежние места. Если
измеряются зазоры шатунных подшипников, нужно вложить вкладыши в шатуны
и в крышки и привернуть крышки прежними гайками, затянув их моментом
30 Нм. |
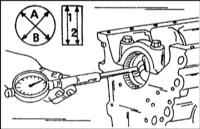 |
11. Измерьте внутренние диаметры
подшипников. При этом следует соблюдать направление измерений А и
В и места измерений 1 и 2. При этом можно определить отклонение от
окружности (А и В) и величину конусности (1 и 2). Запишите полученные
результаты для каждого подшипника. |
 |
12. Измерьте по порядку диаметры
всех шеек подшипников с помощью микрометра. При этом опять же производите
измерения в определенных местах, которые обозначены стрелками. Запишите
результаты измерений для всех шеек подшипников. |
| 13. Вычтите результаты измерений
для диаметров подшипников из результатов измерений для внутренних
диаметров. Результат будет представлять собой зазор в подшипнике (коренном
или шатунном) и должен соответствовать указанной в Спецификациях величине. |




